Working in partnership with the plant condition monitoring team, the PIEs installed a total of nine SDOF (Single Degree of Freedom) wireless vibration sensors on the pump and drive.
Alerts, advanced analysis, and automated reporting help to improve maintenance strategies and critical asset decision-making.
A power plant in Southeast Australia had recently experienced chronic high vibration amplitudes on a critical multistage boiler feed water pump. Given the criticality of the pump and the risks associated with catastrophic pump failure, the power plant contacted Hydro Australia for support.
In collaboration with Hydro, Inc.’s wireless condition monitoring team, Hydro Australia was able to provide the power plant with a significantly improved IIoT-based monitoring system. This would assist the plant by closely monitoring the status of its asset, making the best possible decisions for equipment maintenance, and ensuring equipment availability
Efficiency and reliability are at the forefront of a successful pumping system. As such, unplanned outages can be a detrimental disturbance to the overall operation. In this case, the end user’s high pressure multistage BB5 barrel pump was experiencing severe vibration, unstable performance, and failure in the field leading to unit shutdown.
This particular unit, used in boiler feedwater operations, is critical to the plant’s uptime and throughput. Furthermore, continued failures can cause growing costs due to inevitable maintenance and repairs, often overlooking a long term solution. With each unplanned outage, the plant could face a significant loss in capital.
Previously, the pump had been running for six months before experiencing catastrophic failure, requiring a shutdown and removal for further analysis. Initially, the unit’s damaged components were repaired by welding, and the volute was reassembled and installed for use. Upon its installation, the power plant placed the unit back into service but encountered a second emergency shutdown after two months in operation.
As the nuclear industry continues to adapt to new requirements under the Nuclear Promise, it is of key importance for utilities to strengthen existing safety protocols and execute efficiency improvements in day-to-day operations and maintenance to optimize overall costs.
One such nuclear plant found themselves struggling in regards to a planned outage of a vertical service water pump, providing cooling water to safety-related heat exchangers in the power generation process. In this case, the operating pump was actively exhibiting performance issues and was reaching the end of its lifecycle, requiring their reserve unit be placed into service under expedited conditions.
The principle goal for the plant was increasing Mean Time Before Repair (MTBR) of their pump system to optimize efficiency and reduce costs. Unfortunately, upon initial review of the reserve unit, it was identified that it had a history of poor performance issues under previous use.
Written by: Bill Rademacher and Jarrod Streets, BP, Jeff Johnson and William Gottschalk, Hydro Inc.
Publisher: Pumps & Systems / August, 2012
Photo provided by BP of four IR 24 HV bottom-suction pumps and one IR 24 FV pump (P-15) in BP Whiting Refinery’s water station on Lake Michigan
Positioned on the shores of Lake Michigan are two stations that contain cooling water pumps which feed cooling water to BP’s Whiting Refinery. The #1 water station contains four IR 24 HV pumps, which are large, single-stage, double-suction, horizontal split case pumps. Four pumps in station #1 (P-11, P-12, P-13, and P-14 in the photo below) are unique in that they were designed with a bottom-suction configuration.
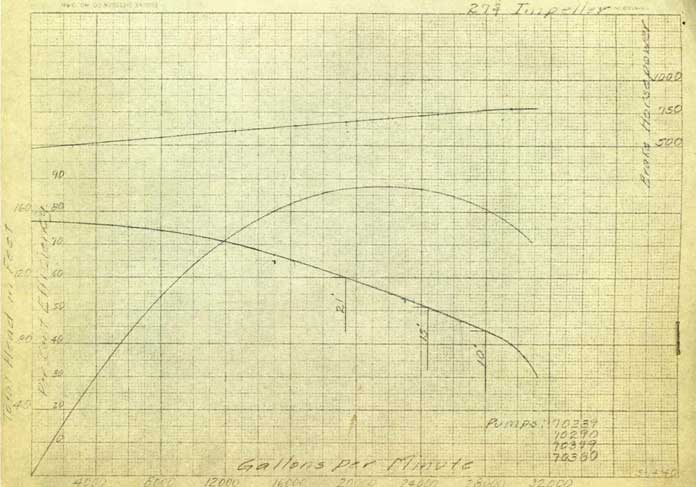
Photo provided by BP of Cameron performance curve circa 1933
The rotating equipment engineers at the refinery wanted to better understand the operating characteristics of these pumps, which were originally built by Cameron in 1928. Because these pumps were installed so long ago, there was no NPSH data available and the pumps’ best efficiency point was not known.
BP’s rotating equipment engineers contacted Hydro, a reliable pump service provider with whom they had a long and positive relationship. Their initial inquiry for a pump performance test led to a review of the pumps’ operating environment. Hydro’s engineers learned that one pump was a designated spare and three of the four pumps were being run at a much lower capacity. Block valves had been used to limit the discharge pressure for the three operating pumps in an effort to prevent leaks in the cooling water piping inside the refinery.
Hydro’s engineers agreed with the refinery’s rotating equipment engineers that it would be beneficial to obtain the pumps’ best efficiency point. Running the pumps too far back on their operating curves could create internal forces that would be harmful to the pumps and decrease their operating life. For this reason, the refinery decided to pull one of the bottom-suction pumps from service to be tested. However, before sending this pump to Hydro’s independent test lab in Chicago, they seized the opportunity to make modifications that would enable the vintage pump to meet current standards.
The pump was promptly sent to Hydro and a comprehensive engineering analysis was performed. Hydro’s engineers communicated with the refinery’s rotating equipment engineers to determine the modifications and upgrades that could be made.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.





 As the nuclear industry continues to adapt to new requirements under the Nuclear Promise, it is of key importance for utilities to strengthen existing safety protocols and execute efficiency improvements in day-to-day operations and maintenance to optimize overall costs.
As the nuclear industry continues to adapt to new requirements under the Nuclear Promise, it is of key importance for utilities to strengthen existing safety protocols and execute efficiency improvements in day-to-day operations and maintenance to optimize overall costs.