

 Maintenance teams spend significant time and resources repairing rotating equipment, but one question often remains after the work is complete:
Maintenance teams spend significant time and resources repairing rotating equipment, but one question often remains after the work is complete:
Did it actually solve the problem?
For many facilities, the answer is based on a quick vibration check or simply waiting to see if the equipment continues running. Continuous condition monitoring offers a more objective approach by providing before-and-after performance data that confirms whether maintenance delivered the intended results.
A Real-World Example
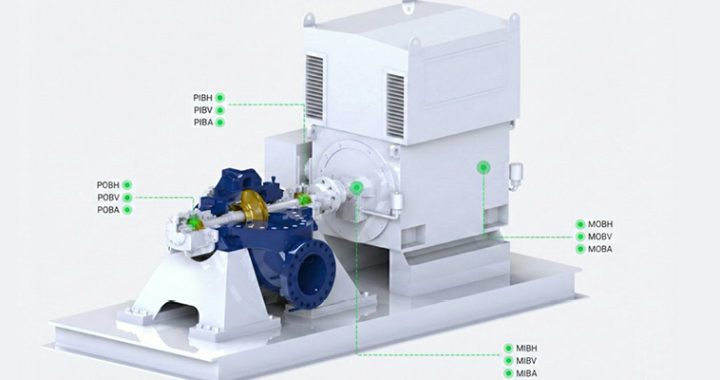
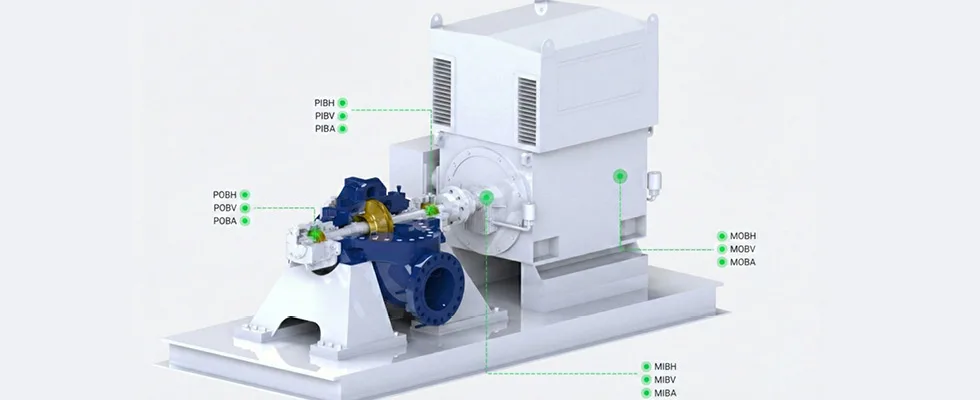
At a Gulf Coast petrochemical facility, Hydro’s Centaur condition monitoring system continuously tracked vibration on two process fin fans before and after maintenance activities performed in mid-February 2024.
Because vibration data had already been collected for months prior to the repairs, the maintenance team had a reliable baseline for comparison. After the work was completed, Centaur continued monitoring the equipment, making it possible to evaluate the effectiveness of the repairs using actual operating data rather than assumptions.
The Results
The comparison told a clear story.
Following the maintenance work:
- Fin Fan A showed reduced vibration at 6 of 9 measurement locations.
- Fin Fan B showed reduced vibration at all 9 measurement locations.
Several improvements were especially noteworthy.
For Fin Fan B:
- One measurement location decreased from 0.400 ips RMS to 0.225 ips RMS, a reduction of approximately 44%.
- Another dropped from 0.325 ips RMS to 0.095 ips RMS, representing roughly a 71% reduction in vibration.
The trend charts also showed a noticeable reduction in vibration amplitudes after the maintenance work, confirming that the improvements were sustained during subsequent operating periods rather than being isolated readings.
Why Verification Matters
Without continuous monitoring, maintenance teams often rely on periodic data collection or operator observations to determine whether repairs were successful.
Continuous monitoring provides a much higher level of confidence by allowing teams to:
- Compare equipment performance before and after mainte
 nance.
nance. - Verify that vibration levels have returned to acceptable operating conditions.
- Identify locations where vibration remains elevated and may require additional investigation.
- Create documented evidence that maintenance activities produced measurable improvements.
Instead of wondering whether repairs worked, maintenance teams have objective data to support maintenance decisions.
Turning Data Into Better Maintenance Decisions
Condition monitoring isn’t only about detecting failures before they happen. It also helps organizations validate maintenance quality and ensure corrective actions produce the expected results.
By continuously monitoring asset health before and after repairs, facilities gain valuable insight into equipment performance, maintenance effectiveness, and opportunities for ongoing reliability improvements.
When maintenance decisions are backed by continuous machine health data, reliability teams can move beyond assumptions and make decisions with confidence.
Learn more about Centaur, Hydro’s Wireless Condition Monitoring Solution here.
Want the highlights? Download our one-page fin fan case study flyer here.

 Hydro Parts Solutions recently manufactured two stuffing boxes for an injection pump at a Gulf Coast refinery.
Hydro Parts Solutions recently manufactured two stuffing boxes for an injection pump at a Gulf Coast refinery.


 Our latest article in
Our latest article in