ITT Goulds Pumps will be changing channel partners for the supply of Goulds Pumps to the nuclear marketplace. HydroAire Inc. based in Chicago, IL will be the provider of pumps, pump parts, and repair service effective January lst, 2014. Through the end of this year, we will transition responsibility from Enertech to HydroAire effective November 15th, 2013.
Orders for existing quotations provided to you by Enertech may be placed upon them through December 31st 2013.
New proposals can be provided by HydroAire for Goulds Pumps products beginning November 15th, 2013.
For more information or for service/support of your Goulds pumps, contact Faisal Salman at 312-738-3000.
Written by: Paul Gray, Joe Alvey, and Jackson Simmons, Calvert Cliffs Nuclear Power Plant,
Brian Hegarty, Hydro East, Simon Daou, P.E., HydroAire
Publisher: Nuclear News / September, 2013
A Hydro East welder repairs the impeller of a Foster Wheeler circulating water pump.
A Hydro East welder repairs the impeller of a Foster Wheeler circulating water pump.
During the 2012 refueling and maintenance outage at Unit 1 of the two-unit Calvert Cliffs nuclear power plant, near Lusby, Md., Hydro East, a subsidiary of Hydro Inc. based in Aston, Pa., supported the on-site overhaul of two large circulating water pumps. Used to supply cooling water to the plant, the Foster Wheeler vertical pumps are 8 ft 3 in. in diameter, 11 ft 5 in. tall, and weigh approximately 25,000 lb.
After the 2012 refueling outage was completed, Calvert Cliffs engineers and Hydro East’s field service team convened to discuss the project, review lessons learned, and generate plans for making the 2013 refueling outage at Unit 2 even more efficient and cost-effective. In preparation, the two groups reviewed the process that had been used in 2012 to remove, rebuild, and reinstall the Unit 1 circulating water pumps, which had been rebuilt on-site. Hydro East’s field service technicians reconditioned the impellers on location, and the Fort Smallwood Fabrication Shop gathered the other parts required to complete the rotating assemblies. The complete disassembly of an entire pump took four 12-hour
shifts, requiring one shift to clean all the reusable parts and another shift to flip and stage the parts. Each shift required a significant number of site resources as well—including security, a crane, and the crane operator—and because other tasks being performed during the outage required the use of some of these same resources, the field service technicians experienced substantial downtime.
To eliminate downtime caused by plant-induced delays—such as having to wait for the crane to become available or for spare parts to be machined—Calvert Cliffs decided to remove the Unit 2 circulating water pump rotating assemblies in one piece and send them to the Hydro East service center to be rebuilt. This plan enabled Calvert Cliffs to achieve cost savings by maximizing the availability of its internal resources and by reducing the number of shifts needed to remove
the pump assemblies from four 12-hour shifts to two. More important, lifting the assemblies in one piece eliminated two high-risk rigging activities for each pump.
Written by: Jeff Smith, Hydro Parts Solutions Inc., Dr. T. Ravisundar and Werner Barnard, HydroAire Inc.
Published: June, 2013
Reverse Engineering: A Strategy for Solving Critical Part Shortages
The population of industrial pumps is aging. An article from Pumps & Systems’ August 2012 issue chronicled a repair done on an 82-year old pump still in service in a major refinery (click here to read that article). Like this refinery, many industrial operations are using pumps that have been in service 30 to 50 years or more. It is clear the infrastructure of industry is at risk due to the lack of planning by the pump owners and the more limited support from the companies that provided the pumps. To be fair to the pump OEMs, these pumps have been kept in service much longer than a pump OEM would have originally anticipated.
This article will present a case study of a recently refurbished vertical pump, show how the lack of a critical part was overcome through reverse engineering, and will share lessons learned for developing a strategy to overcome part shortages for old or obsolete pumping equipment.
Critical Part Shortage Identified
This single-stage vertical pump in a service water application was sent for repair by a nuclear power plant to Hydro Inc., a reliable independent pump service and engineering provider. A thorough inspection was performed, and although several important parts had to be reverse engineered and manufactured, all but one were machined parts for which raw material was available. One large cast part, a large aluminum bronze suction bowl weighing more than 500 pounds, was identified as the “critical delivery” issue.
Severely eroded suction bowl (Photo Courtesy of Hydro Inc.)
Hydro has a highly-skilled in-house engineering team that utilizes process control procedures for reverse engineering under their NUPIC-Audited Quality Assurance Program. Hydro’s organization is one that understands that reverse engineering is NOT the same as “replicating”. Hydro’s engineering team evaluated the critical characteristics of the component, which is essential to developing a replacement part that will meet the same form, fit, and function as the original.
You can enter the contest one of two ways. Bring a photo of the most worn out part you’ve ever seen to Hydro’s booth OR email your photo before the show to Christine Barger. A gift certificate to the Bass Pro Shop will be awarded to the person whose photo wins the highest number of votes for “Most Worn Out Part”.
Every photo displayed at Hydro’s booth will remain anonymous to the public as each photo displayed will be numbered for the voters at the booth. If you have any questions about Hydro’s photo contest, please contact Christine Barger at 630-947-4039.
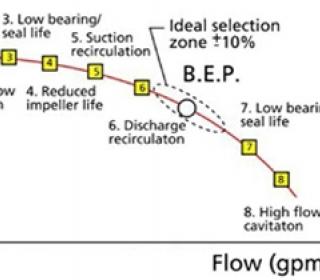
Read Hydro’s brief article at the Empowering Pumps website which discusses some of the effects of operating pumps away from their best efficiency point.
Written by Bob Jennings of HydroAire Inc., who is a Hydraulic Institute certified training instructor and pump industry veteran, the article explains the definition of BEP and the consequences of operating your pump too far to the left or right of its Best Efficiency point for a sustained period of time.
Because improving pump efficiency, increasing reliability, and extending mean-time-between-failure is a goal for most pump users, it is valuable to understand your pump’s best efficiency point. If you are not aware of your pump’s BEP for your specific application, consider testing your pump. Hydro can provide a certified performance test at our 5000HP Test Lab in Chicago, IL.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.